\[
\require{physics}
\require{mhchem}
\]
読む前に:この論文の主題
この記事は、\(\ce{Ti_{1-x}Al_xN}\) 系硬質コーティングについて、熱力学、成膜、とくに CVD、そして硬さ・耐酸化性・摩耗特性をまとめたレビューである (Uny et al. 2019 ) 。
一言でいうと、\(\ce{TiAlN}\) は
熱力学的には分離したがるが、成膜プロセスで準安定な立方晶固溶体として作り込み、その後の分解挙動を利用して高温でも硬く、酸化しにくい膜にする
という材料である。
ここで重要なのは、「安定相」と「使いたい相」が一致していない点である。平衡状態だけを見ると、\(\ce{TiN}\) と \(\ce{AlN}\) は広い組成範囲でよく混ざるわけではない。ところが、PVD や CVD のような非平衡性をもつ成膜では、\(\ce{Al}\) を \(\ce{TiN}\) の格子中に押し込んだような準安定相、つまり fcc-\(\ce{Ti_{1-x}Al_xN}\) を得ることができる。この fcc 相が、切削工具用コーティングとして特に欲しい相である。
なぜ欲しいかというと、\(\ce{Al}\) を入れることで
固溶強化により硬さが上がる
高温でスピノーダル分解して、さらに硬くなる場合がある
表面に保護的な \(\ce{Al2O3}\) 層を作りやすくなり、酸化に強くなる
からである。ただし、\(\ce{Al}\) を入れすぎると hcp 相が出てきて、硬さや耐酸化性が悪化しやすい。つまり「\(\ce{Al}\) は多いほどよい」ではなく、「fcc 相を保てる範囲で多く入れる」のが基本戦略になる。
1. なぜ TiAlN コーティングが重要なのか
硬質コーティングは、切削工具や金型の寿命を延ばすために使われる。最初に広く使われた代表例は \(\ce{TiN}\) で、硬く、化学的にも比較的安定で、工具表面を保護できる。
しかし、加工条件が厳しくなると \(\ce{TiN}\) だけでは足りなくなる。高温で硬さが落ちたり、酸化が進んだりするからである。そこで \(\ce{TiN}\) に \(\ce{Al}\) を加えた \(\ce{Ti_{1-x}Al_xN}\) が重要になる。
\(\ce{TiAlN}\) の強みは、単に「硬い」だけではない。高温での安定性、酸化抵抗、摩耗抵抗が組み合わさっている。切削中の工具表面は高温・高応力・酸化雰囲気にさらされるため、室温の硬さだけでなく、使用中に構造がどう変化するかが性能を決める。
2. 熱力学的背景
2.1 自由エネルギー曲線で相分離を見る
合金や固溶体が混ざったまま安定か、それとも分離した方が安定かは、混合自由エネルギー \(\Delta G_\mathrm{mix}\) の形で考える。
組成を \(c\) としたとき、
\[
\frac{\partial^2 G}{\partial c^2} \ge 0
\]
なら、その組成揺らぎに対して安定または準安定である。一方で、
\[
\frac{\partial^2 G}{\partial c^2} < 0
\]
なら、少し組成が揺らいだだけで自由エネルギーが下がるので、自発的に分離が進む。この領域をスピノーダル領域という。
通常の核生成・成長では、最初に核を作るためのエネルギー障壁を越える必要がある。しかしスピノーダル分解では、小さな組成揺らぎがそのまま増幅される。したがって、材料全体に連続的な濃淡が生じ、やがて Ti-rich な fcc 相と Al-rich な fcc 相へ分かれていく。
2.2 Ti-Al-N 系の安定相と準安定相
平衡状態では、\(\ce{TiN}\) と \(\ce{AlN}\) は広い組成で完全固溶するわけではない。安定相としては fcc-\(\ce{TiN}\) と hcp-\(\ce{AlN}\) に分かれる方向が基本である。
しかし実験的には、\(\ce{Ti_{1-x}Al_xN}\) の fcc 固溶体が得られる。これは熱力学的な平衡相ではなく、成膜時の速度論によって凍結された準安定相である。
この準安定 fcc 相には上限がある。論文では、おおよその目安として次のように整理されている。
PVD
\(x \approx 0.7\) まで
LPCVD / PECVD
\(x \approx 0.9\) まで
APCVD
高 Al 側では性能面に制限が出やすい
ここで \(x\) は \(\mathrm{Al}/(\mathrm{Al}+\mathrm{Ti})\) のモル比である。
2.3 スピノーダル分解が硬さにつながる
fcc-\(\ce{Ti_{1-x}Al_xN}\) は、加熱されると fcc-\(\ce{TiN}\) に近い領域と fcc-\(\ce{AlN}\) に近い領域へ分かれようとする。これがスピノーダル分解である。
このとき、分解した2つの fcc 領域が整合界面を保つと、格子ミスマッチによる弾性ひずみが生じる。このひずみ場は転位の移動を妨げるため、硬さが上がる。これが \(\ce{TiAlN}\) でよく議論される age-hardening、つまり時効硬化である。
論文では、スピノーダル分解に関係する自由エネルギー変化として次の形が示されている。
\[
\Delta G =
\frac{1}{2}\frac{\mathrm{d}^2G}{\mathrm{d}c^2}(\Delta c)^2
+ \frac{K}{\lambda^2}(\Delta c)^2
+ \frac{E}{1-\nu}\eta^2V_m(\Delta c)^2
\]
ここで \(\Delta c\) は組成揺らぎ、\(\lambda\) は組成揺らぎの周期、\(K\) は原子間結合に関係する定数、\(E\) はヤング率、\(\nu\) はポアソン比、\(\eta\) は格子ミスマッチ、\(V_m\) はモル体積である。
式の意味は次のように読むとわかりやすい。
第1項: 混ざった状態が分離したいという熱力学的駆動力
第2項: 組成揺らぎの空間的な細かさに関係するエネルギー
第3項: 分解後の格子ミスマッチによる弾性ひずみエネルギー
つまり、自由エネルギー曲線だけを見れば分離したい。しかし、分離してできた領域同士の界面やひずみが大きいと、分解が抑えられる場合がある。この競合が、\(\ce{TiAlN}\) の熱安定性と時効硬化を決める。
3. Python で見る簡単な熱力学シミュレーション
ここでは、論文の理論をそのまま厳密に再現するのではなく、最小限の正則溶体モデルで「なぜスピノーダル領域が出るのか」を可視化する。
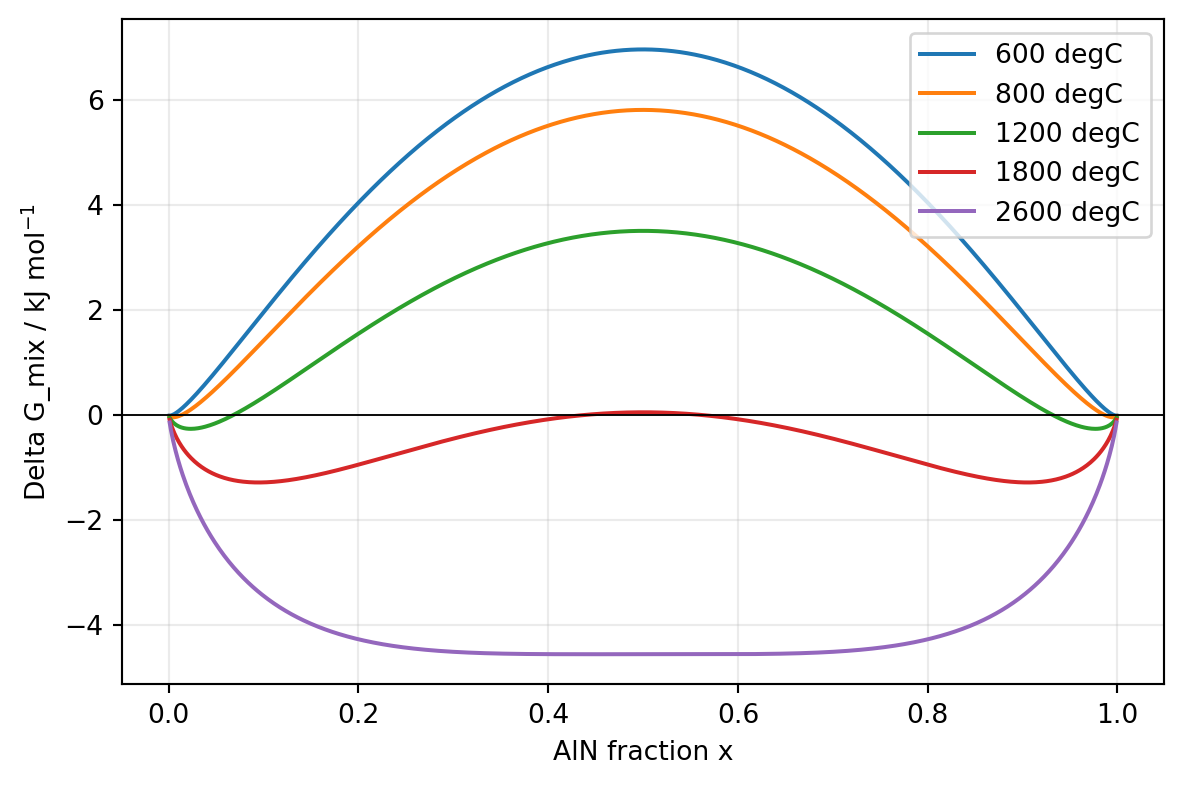
混合自由エネルギーを
\[
\Delta G_\mathrm{mix}
= \Omega x(1-x)
+ RT\{x\ln x + (1-x)\ln(1-x)\}
\]
と置く。第1項は混ざりにくさを表すエンタルピー項、第2項は混ざることで増える配置エントロピー項である。ここでは TiN-AlN の厳密な CALPHAD パラメータではなく、スピノーダル分解の概念を理解するためのモデル値を使う。
コードはこちら
import numpy as npimport matplotlib.pyplot as plt= 8.314 # J mol^-1 K^-1 = 48_000 # J mol^-1, toy parameter chosen to give a high spinodal temperature = np.linspace(0.001 , 0.999 , 800 )def g_mix(x, T):return Omega * x * (1 - x) + R * T * (x * np.log(x) + (1 - x) * np.log(1 - x))= [600 , 800 , 1200 , 1800 , 2600 ]= (7 , 4.5 ))for Tc in temps_C:= Tc + 273.15 / 1000 , label= f" { Tc} degC" )0 , color= "black" , linewidth= 0.7 )"AlN fraction x" )"Delta G_mix / kJ mol$^{-1}$" )= 0.25 )
この図では、低温側で \(x=0.5\) 付近に自由エネルギーの山が現れる。山の内側では \(\partial^2G/\partial x^2 < 0\) となり、均一な固溶体は組成揺らぎを増幅させる方向へ進む。これがスピノーダル分解である。
正則溶体モデルでは、スピノーダル境界は
\[
\frac{\partial^2G}{\partial x^2}
= \frac{RT}{x(1-x)} - 2\Omega = 0
\]
から求められる。
コードはこちら
= Omega / (2 * R)= np.linspace(300 , Tcrit, 500 )= np.sqrt(1 - 2 * R * T / Omega)= (1 - root) / 2 = (1 + root) / 2 = (6.5 , 4.5 ))- 273.15 , x1, x2, alpha= 0.25 , label= "spinodal region" )- 273.15 , color= "tab:blue" )- 273.15 , color= "tab:blue" )"AlN fraction x" )"Temperature / degC" )0 , 2800 )0 , 1 )= 0.25 )print (f"Critical temperature in this toy model: { Tcrit - 273.15 :.0f} degC" )
Critical temperature in this toy model: 2614 degC
論文では、fcc-\(\ce{Ti_{1-x}Al_xN}\) のスピノーダル性が非常に広い温度範囲で議論されている。近年の計算では、格子振動の寄与を入れると分解領域の上限温度は下がるが、それでも CVD の一般的な成膜温度域より高いとされる。
この簡単なモデルから読み取るべき点は、「温度が高いほどエントロピー項が効いて混合を助けるが、\(\Omega\) が大きい系では、それでも中間組成で分離傾向が残る」ということである。
4. 組成揺らぎの波長と分解の起こりやすさ
次に、スピノーダル分解において「どんな長さスケールの組成揺らぎが増幅されやすいか」を、概念モデルで見る。
論文の式の細部はパラメータ同定が必要なので、ここでは単位をそろえた簡略形として
\[
A(\lambda)
= \frac{1}{2}G'' + \frac{K}{\lambda^2} + S
\]
を考える。これは \((\Delta c)^2\) にかかる係数だと思えばよい。\(A(\lambda) < 0\) なら、その波長の組成揺らぎは自由エネルギーを下げるので増幅されやすい。
コードはこちら
= 800 + 273.15 = 0.60 = R * T / (x0 * (1 - x0)) - 2 * Omega # J mol^-1 = 450e9 # Pa = 0.22 = 0.05 = 1.0e-5 # m^3 mol^-1 = E / (1 - nu) * eta** 2 * Vm # J mol^-1 = 5e-13 # J m^2 mol^-1, toy gradient-energy coefficient = np.linspace(1 , 30 , 500 )= lam_nm * 1e-9 = 0.5 * Gpp + K / lam_m** 2 + S= (6.5 , 4.2 ))/ 1000 )0 , color= "black" , linewidth= 0.8 )"composition-fluctuation wavelength lambda / nm" )"A(lambda) / kJ mol$^{-1}$" )= 0.25 )= lam_nm[A < 0 ]if len (unstable):print (f"In this toy model, fluctuations longer than about { unstable[0 ]:.1f} nm are amplified." )else :print ("No unstable wavelength in this parameter set." )
In this toy model, fluctuations longer than about 5.8 nm are amplified.
このモデルでは、短すぎる波長の揺らぎは \(K/\lambda^2\) の項が大きくなるため不利になる。一方で、十分に長い波長では自由エネルギー低下の効果が勝ち、揺らぎが増幅される。
実際の \(\ce{TiAlN}\) では、ここに界面整合性、弾性ひずみ、拡散速度、粒界、欠陥、残留応力などが加わる。そのためこの計算は定量予測ではない。ただし、「スピノーダル分解は自由エネルギー曲線だけでなく、空間的な揺らぎの長さスケールにも依存する」という直感をつかむには役に立つ。
5. 成膜プロセス
5.1 PVD と CVD の違い
\(\ce{TiAlN}\) は PVD でも CVD でも作られる。PVD は比較的低温の基板上に蒸気を凝縮させるため、非平衡性が強く、準安定相を作りやすい。一方、CVD は気相反応・輸送・表面反応が絡むため、温度、圧力、前駆体分圧、流れ場が膜構造に大きく効く。
論文では特に CVD が詳しく扱われている。CVD で fcc-\(\ce{Ti_{1-x}Al_xN}\) を安定化するには、表面での原子移動を抑え、分離や粗大化が起きる前に膜として固定する必要がある。具体的には、比較的低い成膜温度、高い反応前駆体分圧、低い全圧が有利とされる。
5.2 CVD の主な反応
熱 CVD では、Ti 源として \(\ce{TiCl4}\) 、Al 源として \(\ce{AlCl3}\) 、N 源として \(\ce{NH3}\) がよく使われる。
代表的な反応は次のように書ける。
\[
\ce{6TiCl4 + 8NH3 -> 6TiN + 24HCl + N2}
\]
\[
\ce{AlCl3 + NH3 -> AlN + 3HCl}
\]
\(\ce{NH3}\) は \(\ce{N2}\) より分解・反応しやすいため、より低温で窒化物を形成しやすい。CVD では塩素系前駆体を使うため、膜中への \(\ce{Cl}\) 混入も問題になる。高温では前駆体の分解が進み、\(\ce{Cl}\) は減りやすい。一方、Al 前駆体流量を増やすと \(\ce{Cl}\) 混入が増える場合がある。
5.3 成膜条件と組織
CVD 膜の組織は、温度、分圧、全圧で大きく変わる。
高温: 表面拡散が進み、粒が粗大化しやすい
低い過飽和度: 原子が表面を動きやすく、粗い結晶やエピタキシャル成長になりやすい
高い過飽和度: 微細粒やアモルファス的な膜になりやすい
低い全圧: 境界層中の拡散・物質輸送が進み、表面過飽和が高まりやすい
\(\ce{TiAlN}\) の場合、Al 量が少ないと fcc 単相の柱状組織になりやすい。Al 量が増えると、ガラス状、粒状、あるいは fcc/hcp 混相になる。LPCVD では APCVD よりも微細な組織を作りやすく、高 Al の fcc 相も得やすい。
6. Al 組成と結晶構造
\(\ce{Ti_{1-x}Al_xN}\) では、Al 組成が性質を直接決めるというより、Al 組成が結晶構造を変え、その結晶構造が性質を決める。
低 Al 側では、\(\ce{Al}\) が fcc-\(\ce{TiN}\) の Ti サイトを置換し、fcc-\(\ce{Ti_{1-x}Al_xN}\) 固溶体になる。この範囲では硬さと耐酸化性が向上しやすい。
Al が多くなると、fcc 相に加えて hcp 相が現れる。PVD では \(x \approx 0.7\) 付近、CVD/PECVD では \(x \approx 0.9\) 付近が一つの目安になる。hcp 相は一般に硬さや耐酸化性に不利である。ただし、ナノコンポジット構造として制御できる場合は、高硬度を示す例もある。
この点が、\(\ce{TiAlN}\) の設計で最も重要なバランスである。
7. 機械的性質
7.1 硬さ
fcc-\(\ce{Ti_{1-x}Al_xN}\) では、Al を増やすと硬さが上がる。主な理由は固溶強化である。Ti サイトに Al が入ることで格子が歪み、転位が動きにくくなる。
ただし、Al を入れすぎて hcp 相が出ると硬さは下がりやすい。論文中のまとめでは、PVD の単層 \(\ce{TiAlN}\) はおおむね 25–30 GPa 程度、CVD では 32 GPa 程度、PECVD やナノコンポジットではさらに高い値が報告されている。
高温では、TiN は 400℃ 以上で硬さが落ちやすい。一方、\(\ce{TiAlN}\) は加熱によってスピノーダル分解が進み、整合 fcc 領域の形成によって時効硬化する場合がある。ただし、さらに高温になると hcp-\(\ce{AlN}\) の形成などが進み、硬さは低下する。
7.2 残留応力
残留応力も重要である。圧縮応力は摩耗抵抗を高めることがあるが、大きすぎると膜の剥離や破壊につながる。
PVD ではイオン衝撃による atomic peening のため、圧縮応力が大きくなりやすい。CVD では一般に PVD より残留応力が小さくなりやすい。残留応力は、膜厚、基板、下地層、成膜温度、バイアス電圧、組織などに強く依存する。
7.3 クラック抵抗の簡単な指標
論文では、クラックに対する抵抗の目安として
\[
\frac{H^3}{E^{*2}},
\quad
E^*=\frac{E}{1-\nu^2}
\]
が紹介されている。\(H\) は硬さ、\(E^*\) は有効ヤング率である。この値が大きいほど、塑性変形を通じて割れにくい傾向があるとされる。
コードはこちら
import pandas as pd= 0.22 = pd.DataFrame({"coating" : ["TiN-like" , "fcc Ti0.38Al0.62N" , "hcp-rich Ti0.25Al0.75N" , "high-hardness TiAlN" ],"H_GPa" : [22.8 , 31.3 , 22.9 , 38.7 ],"E_GPa" : [378 , 380 , 255 , 450 ],"E_star_GPa" ] = examples["E_GPa" ] / (1 - nu** 2 )"H3_over_Estar2_GPa" ] = examples["H_GPa" ]** 3 / examples["E_star_GPa" ]** 2 round (3 )
この指標では、硬さが 3 乗で効く。したがって、同じ弾性率なら硬さの上昇はクラック抵抗の指標を大きく押し上げる。一方で、硬いだけでなく、弾性率や残留応力とのバランスも必要である。
8. 酸化抵抗
\(\ce{TiAlN}\) の耐酸化性は、表面にできる \(\ce{Al2O3}\) 層と強く関係する。
高温酸化では、Al が外側へ拡散し、O が内側へ拡散する。初期には oxynitride 的な相ができ、さらに酸化が進むと \(\ce{Al2O3}\) や \(\ce{TiO2}\) が形成される。
望ましいのは、緻密な \(\ce{Al2O3}\) 層が表面にできて、それ以上の酸素拡散を抑えることである。逆に、\(\ce{TiO2}\) が多く形成されると、体積変化や多孔質化により保護層が壊れやすくなり、酸化が進行しやすくなる。
Al を増やすと \(\ce{Al2O3}\) を作りやすくなるため、fcc 単相を保つ範囲では耐酸化性が向上する。しかし fcc/hcp 混相や hcp 単相になると、一般には耐酸化性が悪化しやすい。したがって、耐酸化性においても「fcc 単相を保てる範囲で Al を増やす」ことが重要になる。
論文では、\(\ce{TiN}\) の酸化開始温度が約 500℃ 程度であるのに対し、\(\ce{TiAlN}\) では 800℃ 程度まで安定性が向上することが整理されている。
9. 摩耗抵抗と工具寿命
切削工具の摩耗は、単純な硬さだけで決まらない。摩耗には、凝着摩耗、アブレシブ摩耗、酸化、熱疲労、クラック進展などが重なる。
\(\ce{TiAlN}\) コーティングが有利なのは、次の要素が同時に効くからである。
高硬度によりアブレシブ摩耗を抑える
\(\ce{Al2O3}\) 保護層により酸化と凝着摩耗を抑える高温での時効硬化により、使用中にも硬さを維持しやすい
fcc 単相の範囲では Al 増加により工具寿命が伸びやすい
ただし、Al を入れすぎて hcp 相が出ると工具寿命は低下しやすい。ここでも、組成と構造の最適化が中心になる。
10. この論文から見える設計指針
\(\ce{TiAlN}\) コーティングの設計は、次のように整理できる。
まず、狙うべき基本構造は fcc-\(\ce{Ti_{1-x}Al_xN}\) 単相である。この構造では、Al による固溶強化と耐酸化性向上が得られる。
次に、Al 量はできるだけ増やしたいが、hcp 相を出しすぎてはいけない。PVD では \(x \approx 0.7\) 、LPCVD/PECVD では \(x \approx 0.9\) が一つの上限目安になる。
さらに、使用中の高温でスピノーダル分解を利用できると、整合 fcc 領域による時効硬化が得られる。ただし、分解が進みすぎて hcp-\(\ce{AlN}\) が形成されると、硬さや耐酸化性は低下しやすい。
最後に、CVD では温度、全圧、分圧、前駆体比、ガス輸送、塩素不純物がすべて効く。単に組成を合わせるだけでは不十分で、膜の結晶構造・組織・残留応力まで含めて制御する必要がある。
最後に短くまとめる
\(\ce{TiAlN}\) は、\(\ce{TiN}\) に Al を加えた硬質コーティングで、切削工具などに使われる。
平衡状態では \(\ce{TiN}\) と \(\ce{AlN}\) は分離しやすいが、PVD や CVD によって準安定な fcc-\(\ce{Ti_{1-x}Al_xN}\) 固溶体を作ることができる。
Al を増やすと、fcc 単相の範囲では硬さと耐酸化性が向上する。理由は、固溶強化、スピノーダル分解による時効硬化、表面の \(\ce{Al2O3}\) 保護層である。
しかし Al が多すぎると hcp 相が出て、硬さや耐酸化性が悪くなりやすい。
したがって重要なのは、
\[
\text{fcc 単相を保てる範囲で Al を多く入れる}
\]
ことである。
PVD では \(x \approx 0.7\) 、LPCVD/PECVD では \(x \approx 0.9\) 付近まで fcc 相を保てる例があり、CVD 条件の最適化によって高 Al・高硬度・高耐酸化性のコーティングが実現できる。
参考文献
Uny, Florent, Elisabeth Blanquet, Frédéric Schuster, and Frédéric Sanchette. 2019.
Ti-Al-n-Based Hard Coatings: Thermodynamical Background, CVD Deposition, and Properties. A Review . Edited by Jaime Andres Perez-Taborda and Alba G. Avila Bernal. IntechOpen.
https://doi.org/10.5772/intechopen.79747 .